



Технология производства керамических стеновых изделий
Для организации производства высококачественной керамической продукции (керамического рядового или лицевого кирпича, блоков, клинкера) необходимо обеспечивать постоянный или средний состав глины и шихты из, которой планируется выпускать продукцию и четкую работу производства.
Для выявления истинных причин большого количества брака на производстве проводится анализ соответствия организации производства этим требованиям.
Невозможно выпускать качественную продукцию при непостоянном составе глины и непостоянных параметрах производства. Причины брака могут заключаться в качестве переработки сырья, колебании состава керамической шихты, в не откорректированных параметрах формовки, режимах сушки и обжига.
Специалисты НИЦ ТК ООО «Фирма Порцекс-ВРБТ» могут квалифицированно установить источник брака на производстве.
1. Глина
Для получения высококачественного керамического кирпича, отличающегося стабильным цветом, свойствами и размерами, необходимо использовать глину постоянного состава. Месторождения с однородным составом минералов и многометровым слоем глины очень редки и почти все разработаны.
Большинство месторождений содержит глину различного состава. При добыче глины используют многоковшовый и роторный экскаваторы. Для усреднения глины – глину буртуют. В бурте глина вылеживается более 6-ти месяцев.
Постоянный или средний состав глины необходим для подбора постоянных режимов формовки, сушки и обжига. Нельзя получить качественный кирпич, если состав глины постоянно меняется, поскольку для каждого состава необходимы определенные параметры производства.
В результате разведки месторождения определяется качественный или количественный состав глинистого сырья. Определяется область применения глин.
 |
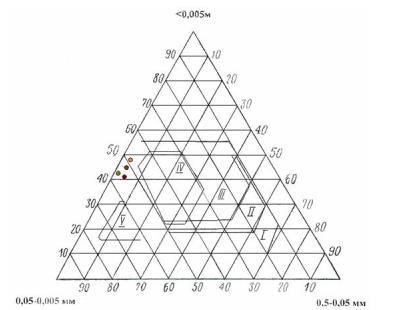
Oбласти применения глин по диаграмме Августинника 1. Каолины и глины, пригодны для изделий; производства огнеупорных (шамотных)
2. Глины, пригодные для производства плиток для пола, канализационных труб, кислотоупора, каменного товара;
3. Гончарные и терракотовые глины;
4. Черепичные глины;
5. Клинкерные глины;
6. Кирпичные глины
|
 |
Области применения глин по диаграмме Винклера 1. Полнотелый кирпич;
2. Пустотелый кирпич;
3. Черепица;
4. Керамические камни;
5. Клинкерный кирпич
|
В результате определения химико-минералогического состава и керамико-технологических свойств глин, определяется необходимость использования тех или иных добавок для корректировки свойств глин, и разработки шихтовых композиций.
Решение о производстве того или иного вида кирпича и строительства завода, на основе конкретного месторождения, принимается в результате анализа данных химико-минералогического состава и керамико-технологических свойств сырья.
Испытания глин дают ответ на основные вопросы: есть ли на месторождении слой однородной глины, пригодной для промышленной разработки; если нет, пригоден ли средний состав глины для производства керамического кирпича; если нет, какие добавки требуются для получения качественных изделий, какая нужна техника для добычи и переработки, и.т.д.
При подборе шихты, основными показатели качества подобранной массы являются:1. формовочные свойства шихты;2. отношение шихты к сушке; 3. отношение шихты к обжигу; 4. качество готовой продукции
Эти вопросы решают специалисты НИЦ ТК ООО «Фирма Порцекс-ВРБТ».
Процесс формовки и сушки
При затворении водой, глины приобретают свойство пластичности, т.е. возможности принимать различную форму и сохранять ее после высушивания. В зависимости от пластичности глин выбирают способ формовки изделий (пластическое формование или полусухое прессование).
При пластическом формование основными технологическими параметрами являются пластичность шихты, формовочная влажность, глубина вакуумирования.
При полусухом прессовании сырца основными производственными параметрами являются зерновой сос тав, влажность массы, а также давление прессования.
Регулируя данные параметры, возможно, корректировать формовочные свойства шихты.
Сушка отформованных пластическим способом изделий является наиболее сложной и длительной операцией. В зависимости от чувствительности к сушке глинистое сырье подразделяется на группы в соответствии с ДСТУ Б В.2.7-26-95 «Сырье глинистое. Метод определения чувствительности глин к сушке».
Чувствительность глины к сушке зависит от процентного соотношением «глинистых» и «песчаных» частиц. Чем больше в сырье «глинистых» частиц, тем труднее удалить воду из кирпича-сырца без образования трещин при сушке и тем больше прочность кирпича после обжига.
Сушку кирпича сырца проводят в камерных или туннельных сушилах. Схематично процесс сушки можно представить следующим образом. Теплоноситель (воздух, газ) омывая изделия, поглощает с его поверхности влагу. Это явление называется внешней диффузией, поскольку влага уходит за пределы изделия.
Удаление влаги из изделия сопровождается его усадкой. По достижении определенной, так называемой критической влажности, усадка прекращается. Влага, испаряющаяся в период усадки глины, называется усадочной, количество ее является величиной переменной и зависит от воды затворения. В период удаления усадочной влаги уменьшение объема изделия (объемная усадка) приближенно равно объему испаренной влаги. Влага, которая испаряется после прекращения усадки, называется «водой пор», количество ее практически постоянно для данной глины.
Анализ поведения изучаемых глин при сушке проводится путем построения кривых Bigot. Изображение поведения образцов глин во время сушки основывается на последовательных измерениях воздушной усадки за определенные интервалы времени.
Так, как, брак при сушке обуславливается усадочными напряжениями, сушку следует вести осторожно до тех пор, пока не закончилась усадка, т.е. до достижения критической влажности. Этот момент определяется для каждой глины (массы) опытным путем. После этого сушку можно форсировать, не опасаясь появления трещин на изделиях. Режимные характеристики сушки изделий на заводах зависят от свойств сырья, конфигурации и пустотности изделий. Существующие на заводах режимы сушки нельзя рассматривать как неизменные и оптимальные. Практика работы многих заводов показывает, что длительность сушки можно значительно сократить, пользуясь методами ускорения внешней и внутренней диффузии влаги в изделиях.
Кроме того, нельзя не учитывать свойства глин конкретного месторождения.
Задача технологов НИЦ ТК ООО «Фирма Порцекс-ВРБТ» и заключается в разработке составов масс с меньшей чувствительностью к сушке и подбором оптимальных режимов сушки на конкретном предприятии.
На основе полученных экспериментальных данных необходимо подобрать такую производительность линии формовки кирпича, режимы работы сушилок, при которых обеспечивается высокое качество сырца при максимально достижимой производительности кирпичного завода.
Именно в этом и заключается задача технологов НИЦ ТК ООО «Фирма Порцекс-ВРБТ».
Процесс обжига
В керамическом производстве обжиг является завершающей и наиболее сложной технологической операцией. В результате обжига изделие приобретает камнеподобное строение, морозостойкость, прочность и другие физико-механические свойства, необходимые для строительных материалов.
В процессе обжига изделия из легкоплавких глин обычно нагревают до 900-1100 о С.
Большое влияние на свойства обожженных изделий оказывает способ их формования. При пластическом формовании после обжига изделия имеют однородное мелкозернистое строение, при полусухом прессовании — грубозернистое. При равной кажущейся пористости размер пор в изделиях пластического и полусухого прессования различен. Последние характеризуются более крупными порами, поэтому для заполнения пор и связывания отдельных частиц в изделиях полусухого прессования требуется больше жидкой фазы. Этим и объясняется то обстоятельство, что кирпич полусухого прессования обжигают при более высокой температуре (на 50-80 о С).
Физико-химические свойства изделий пластического формования изменяются равномерно по мере повышения температуры обжига. Плотность и прочность изделий полусухого прессования изменяются крайне незначительно до 900 о С и лишь при более высоком нагреве резко возрастают.
Особенности обжига определяет химико - минералогический состав глин и шихтовых композиций на их основе.
На основе результатов дифференциально-термического анализа специалисты НИЦ ТК ООО «Фирма Порцекс-ВРБТ» определяют режимы обжига керамических материалов.

Температура обжига изделий из легкоплавких кирпичных, черепичных, гончарных, терракотовых глин не должна превышать температуры размягчения глины, иначе изделия начинают деформироваться.
Для глин применяемых обычно в строительной керамике, интервал обжига (интервал спекания) имеет величину, от 60 до 100 оС. Малая величина этого интервала заставляет с большей осторожностью вести обжиг из-за опасности подвара – размягчения нижних рядов изделий и деформации их.

